
減速機齒輪加工中的大模數齒輪精切齒方法
減速機齒輪加工制造工藝中,大模數齒輪的精切齒方法主要有多種,不同的機床和刀具組合能夠實現不同精度等級和齒面粗糙度的加工效果。
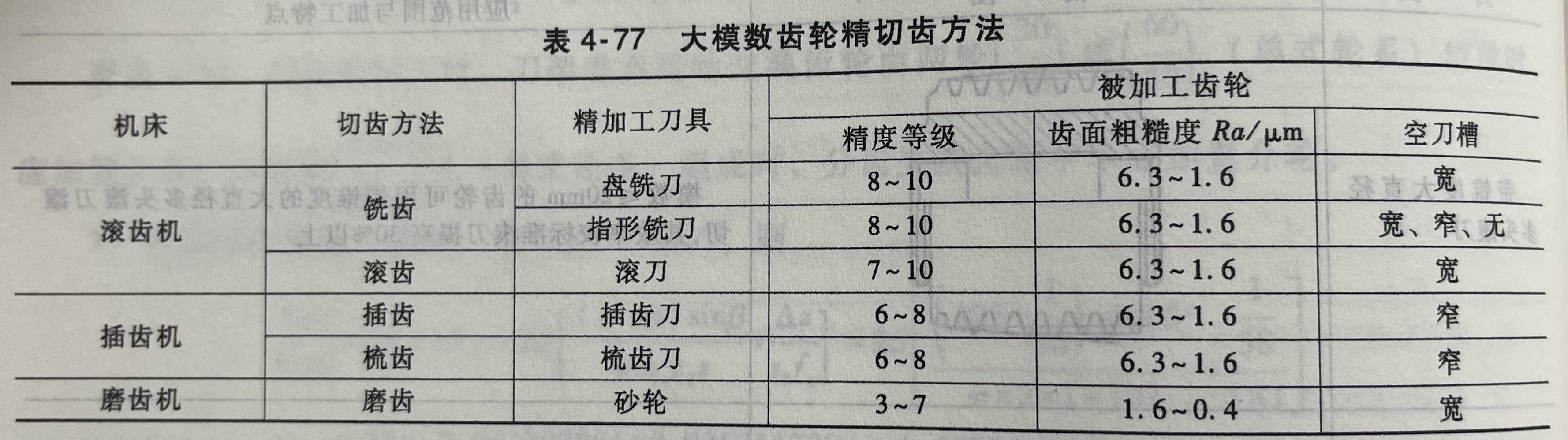
在滾齒機上,可以采用盤銑刀進行銑齒加工,這種方法能夠加工出精度等級為 8 到 10 級的減速機齒輪,齒面粗糙度在 6.3 到 1.6 微米之間,并且適用于帶有寬空刀槽的齒輪。此外,還可以使用指形銑刀進行加工,同樣能達到 8 到 10 級的精度,齒面粗糙度也在 6.3 到 1.6 微米范圍內,且可以加工出寬、窄以及無空刀槽的齒輪。滾刀也是滾齒機上常用的刀具,用滾刀進行滾齒加工,精度等級為 7 到 10 級,齒面粗糙度為 6.3 到 1.6 微米,適用于寬空刀槽的齒輪。
 大模數齒輪精切齒方法
大模數齒輪精切齒方法
插齒機在大模數齒輪精切齒中也發揮著重要作用。插齒加工采用插齒刀,能夠加工出精度等級為 6 到 8 級、齒面粗糙度在 6.3 到 1.6 微米之間的減速機齒輪,并且適用于窄空刀槽的齒輪。梳齒加工同樣在插齒機上進行,使用梳齒刀,加工效果與插齒相近,精度等級和齒面粗糙度相同,也適用于窄空刀槽的齒輪。
磨齒機則是實現更高精度加工的關鍵設備。磨齒加工采用砂輪,能夠加工出精度等級為 3 到 7 級、齒面粗糙度在 1.6 到 0.4 微米之間的減速機齒輪,且適用于寬空刀槽的齒輪。
在選擇大模數齒輪精切齒方法時,需要根據減速機的具體要求和實際生產情況進行綜合考慮。如果對精度要求不高,可以選擇滾齒機的銑齒或滾齒加工方法,成本相對較低且加工效率較高。如果需要更高的精度和更好的齒面質量,插齒機和磨齒機則是更好的選擇。
大模數齒輪的精切齒方法多種多樣,每種方法都有其特點和適用范圍。在減速機齒輪加工過程中,合理選擇精切齒方法,能夠提高齒輪的加工質量,從而提升減速機的整體性能和可靠性。

編輯:數字化營銷中心
審核:周小飛
浙江恒齒傳動股份有限公司——高效傳動解決方案專家!
作為一家深耕于減速機領域的國家高新技術企業,我們不僅專注于減速機的研發、制造與銷售,更致力于為客戶提供全方位的服務體驗。我們的產品線豐富多樣,包括ER、EK、EF、ES、EH/EB、EQ、EZ等12大系列,覆蓋0.18~4000KW的功率范圍,以及近萬種傳動比選擇,滿足您不同場景下的需求。
除了大功率齒輪箱減速機、行星減速機等12種系列標準化減速機產品外,我們還擁有強大的減速機非標定制能力,
能夠根據您的特殊需求提供個性化的解決方案。無論您是面臨復雜的工業挑戰還是需要特定規格的設備支持,我們都將全力以赴,助您一臂之力。
現在就行動起來吧!訪問恒齒官網http://www.fxekzf.com了解更多關于我們的信息;
或者撥打【服務熱線 189 6875 9203 (微信同號)】與我們的專業團隊取得聯系。
讓我們一起攜手共創美好未來,為您的企業注入新的活力和競爭力!








































請先 登錄后發表評論 ~