
單分齒法粗刨時工件安裝角減小量對減速機齒輪加工的影響
在減速機齒輪加工過程中,單分齒法粗刨是一種常見的加工方法,而工件安裝角的減小量在這一加工過程中有著至關重要的意義。
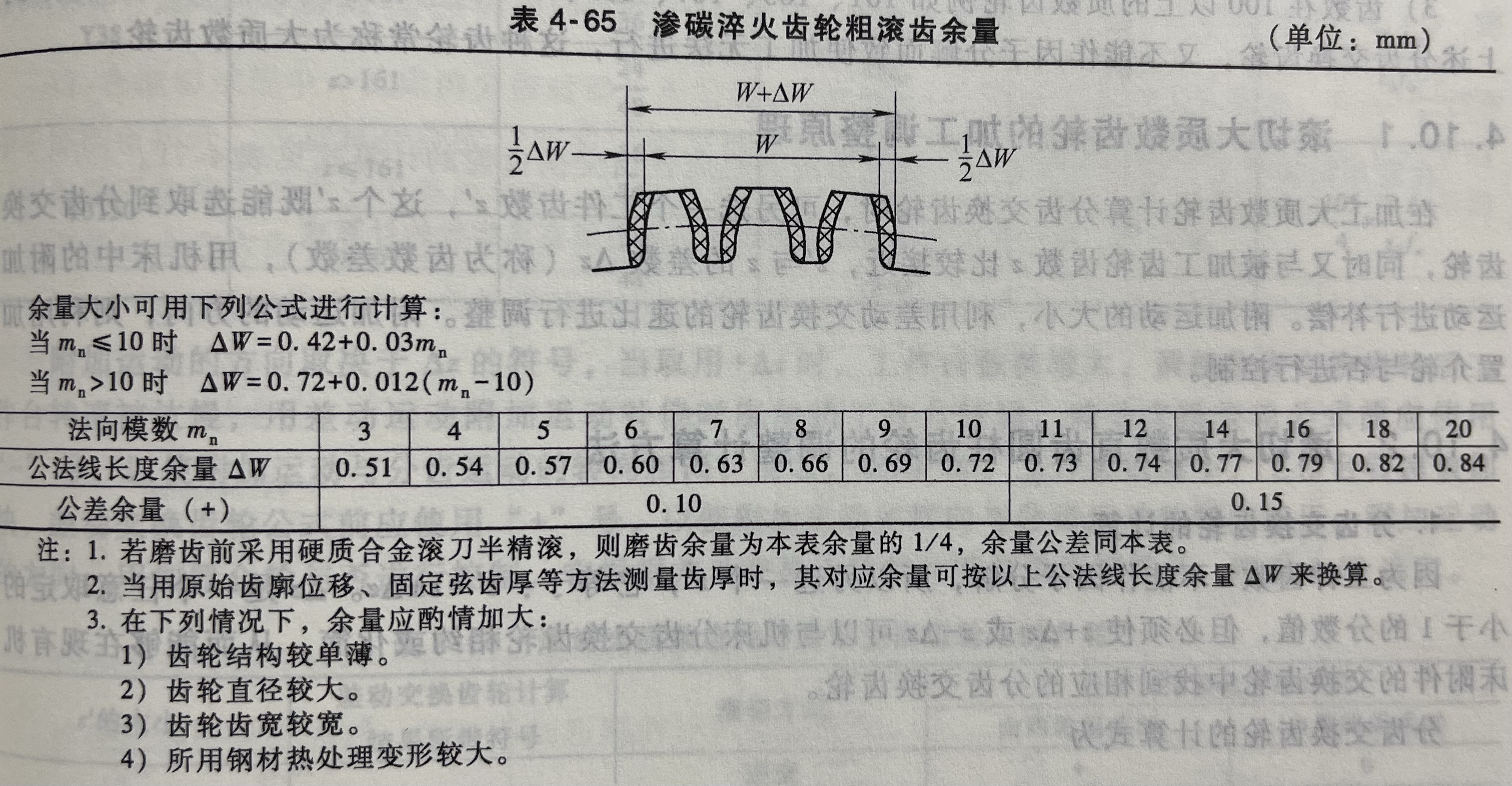
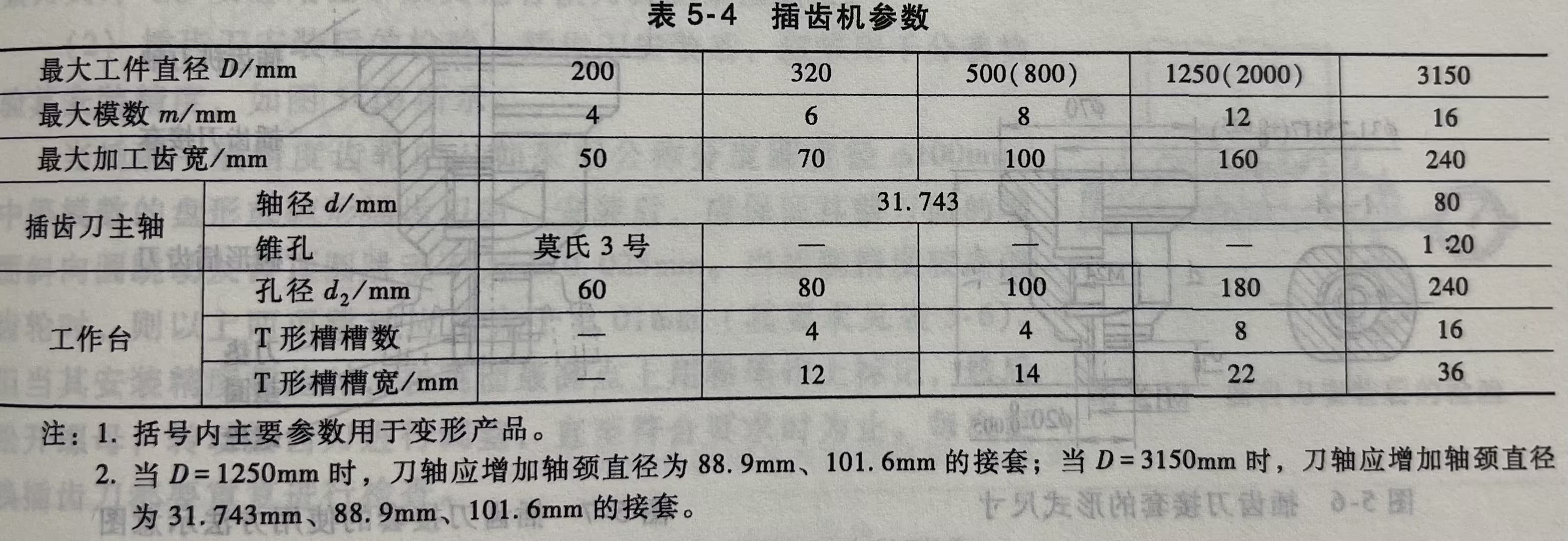
從圖中的表格數據可以看出,隨著錐距R和齒底節深Δh的變化,工件安裝角的減小量Δδr呈現出不同的數值。在單分齒法粗刨時,工件安裝角的減小量直接影響著減速機齒輪的加工精度和齒形質量。
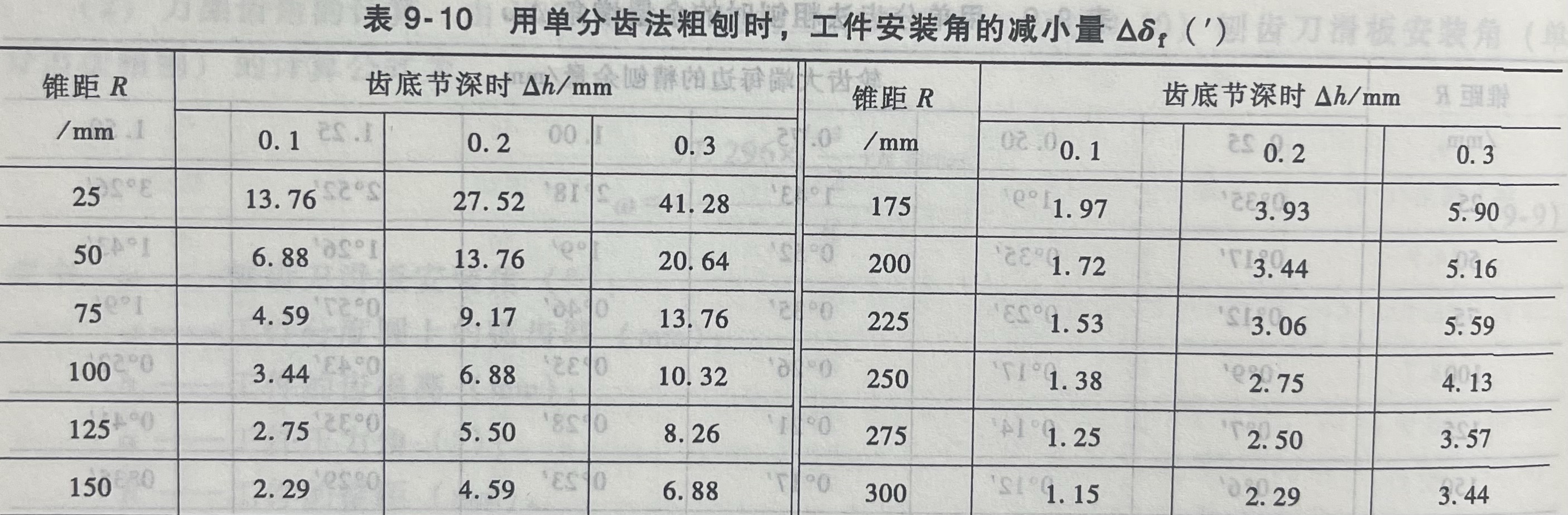
首先,錐距 R 對工件安裝角減小量有顯著影響。當錐距R較小時,如25mm,在齒底節深Δh變化的情況下,工件安裝角減小量的變化幅度相對較大。這意味著在加工小錐距的齒輪時,對于齒底節深的控制需要更加精確,因為即使是微小的齒底節深變化,也會導致工件安裝角減小量產生較為明顯的改變,進而影響齒輪的最終形狀和尺寸精度。例如,在一些小型減速機中,齒輪的錐距較小,加工時若不能準確把握工件安裝角減小量與齒底節深的關系,就容易使加工出的齒輪無法滿足設計要求,影響減速機的傳動性能。
其次,齒底節深 Δh 本身也是一個關鍵因素。在同一錐距下,隨著齒底節深的增加,工件安裝角減小量也會相應地發生變化。這種變化規律要求在加工過程中,操作人員必須根據設計的齒底節深精確地調整工件安裝角。在減速機齒輪加工中,齒輪的齒形和齒厚是決定其傳動效率和承載能力的重要因素。如果齒底節深的改變導致工件安裝角減小量控制不當,那么加工出的齒輪齒形可能會出現偏差,比如齒厚不均勻或者齒形不符合設計標準。這不僅會降低齒輪的嚙合精度,增加運行時的噪音和振動,還可能會使齒輪在工作過程中承受不均勻的載荷,縮短其使用壽命,進而影響減速機的整體可靠性和穩定性。
 EK系列斜齒輪-弧齒錐齒輪減速機
EK系列斜齒輪-弧齒錐齒輪減速機
在實際的減速機齒輪加工操作中,為了確保單分齒法粗刨能夠得到高質量的齒輪,技術人員需要深入研究和掌握工件安裝角減小量與錐距和齒底節深之間的關系。通過精確地測量和計算,合理地調整加工參數,才能有效地控制工件安裝角減小量,從而加工出符合設計要求的齒輪。同時,企業也應加強對加工人員的技術培訓,使其能夠熟練運用單分齒法粗刨技術,并且能夠根據不同的加工要求準確地調整工件安裝角減小量,保障減速機齒輪加工的質量和效率,進而提升減速機產品的整體性能。
總之,單分齒法粗刨時工件安裝角的減小量在減速機齒輪加工中是一個不可忽視的關鍵因素,它與錐距和齒底節深緊密相關,精確地控制這一參數對于生產出高質量的減速機齒輪至關重要。

編輯:數字化營銷中心
審核:周小飛
浙江恒齒傳動股份有限公司——高效傳動解決方案專家!
作為一家深耕于減速機領域的國家高新技術企業,我們不僅專注于減速機的研發、制造與銷售,更致力于為客戶提供全方位的服務體驗。我們的產品線豐富多樣,包括ER、EK、EF、ES、EH/EB、EQ、EZ等12大系列,覆蓋0.18~4000KW的功率范圍,以及近萬種傳動比選擇,滿足您不同場景下的需求。
除了大功率齒輪箱減速機、行星減速機等12種系列標準化減速機產品外,我們還擁有強大的減速機非標定制能力,
能夠根據您的特殊需求提供個性化的解決方案。無論您是面臨復雜的工業挑戰還是需要特定規格的設備支持,我們都將全力以赴,助您一臂之力。
現在就行動起來吧!訪問恒齒官網http://www.fxekzf.com了解更多關于我們的信息;
或者撥打【服務熱線 189 6875 9203 (微信同號)】與我們的專業團隊取得聯系。
讓我們一起攜手共創美好未來,為您的企業注入新的活力和競爭力!





























請先 登錄后發表評論 ~